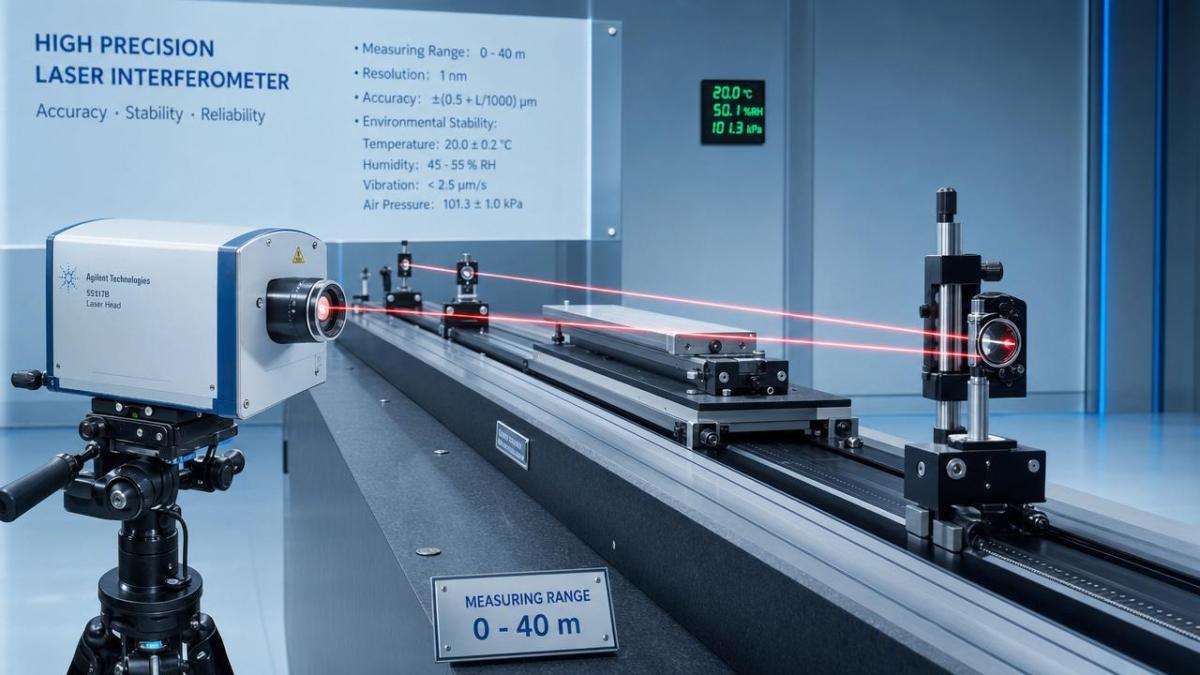
Laser Interferometer Measurement Range: Limits That Affect Accuracy
Understanding laser interferometer measurement range is essential for quality control and safety teams working with ultra-precision systems. From thermal drift and beam alignment to environmental vibration and refractive index variation, range limits can directly influence measurement accuracy, compliance confidence, and process stability. This article examines the key constraints that matter most in high-spec industrial environments.
For most industrial users, the practical answer is simple: measurement range is not only the maximum distance a laser interferometer can cover. It is the distance over which it can still deliver the accuracy, repeatability, and traceability your process requires.
That distinction matters for quality control personnel validating tolerances and for safety managers protecting process reliability. A system may be able to measure a long axis physically, yet fail to maintain acceptable uncertainty under real plant conditions.
In other words, the true limit is usually set less by optics alone and more by the combined effect of environment, machine dynamics, installation quality, and calibration discipline. This is where procurement decisions and compliance outcomes are often won or lost.
What does laser interferometer measurement range really mean in practice?
When engineers discuss laser interferometer measurement range, they may mean different things. One definition is geometric range, or the maximum beam path the system can physically support without losing signal entirely.
A second and more useful definition is effective measurement range. This is the span over which the instrument remains within specified uncertainty, maintains stable fringe detection, and supports the intended metrology task under operating conditions.
For quality teams, effective range is the more relevant metric. A 10-meter measurement path means little if refractive index drift, Abbe offset, or poor alignment pushes uncertainty beyond the allowable process window.
For safety and operational assurance teams, range also relates to control confidence. If a stage, gantry, or machine tool is being verified over long travel, hidden range-related error can affect both acceptance testing and ongoing machine integrity.
This is why a specification sheet should never be read in isolation. Range must always be interpreted alongside accuracy over distance, environmental compensation capability, mounting constraints, and the actual metrology architecture of the system.
Why do quality control and safety teams care more about limits than nominal range?
In precision manufacturing, nominal capability rarely equals usable capability. A laser interferometer may function across a stated distance, but the operational question is whether results remain defensible during calibration, validation, or production troubleshooting.
Quality control personnel need measurement data that can stand up to audits, customer reviews, and internal root-cause investigations. If a long-range measurement is degraded by environmental effects, the resulting data may be technically collected but not decision-grade.
Safety managers have a related concern. In advanced motion platforms, poor measurement reliability over travel can hide machine instability, axis drift, or thermal growth, increasing the chance of process failure or unintended equipment behavior.
This is especially important in aerospace, semiconductor, optics, and medical device production. In these sectors, a small error accumulated over a longer path can trigger nonconformance, scrap, rework, or qualification delays with major financial consequences.
So the real priority is not asking, “How far can the interferometer measure?” The right question is, “At what distance do environmental and system effects begin to compromise the decisions we need to make?”
The main factors that limit laser interferometer measurement accuracy over range
The first major factor is air refractive index variation. Laser interferometers measure through air, and air is not stable. Temperature, pressure, humidity, and gas composition all affect the optical path length seen by the beam.
As range increases, small atmospheric changes create larger cumulative error. Even when the laser source is highly stable, the medium itself introduces uncertainty. This is one of the most important practical limits in shop-floor and large-axis applications.
The second factor is thermal behavior of the machine and surrounding structure. Long travel systems often experience temperature gradients, localized heating from motors, and expansion of machine members that can distort measured displacement.
Third is beam alignment. Angular misalignment, cosine error, and offset geometry can all reduce effective accuracy. Over short distances, these issues may appear manageable. Over longer distances, they become increasingly sensitive and harder to control consistently.
Fourth is vibration and dynamic disturbance. Floor vibration, nearby machinery, pneumatic pulses, and moving cable chains can destabilize the optical path or target motion. This creates noise, signal dropouts, or dynamic errors that worsen with speed and travel length.
Fifth is target quality and reflectivity. Retroreflectors, mirrors, and mounting hardware must preserve signal integrity across the intended range. Surface contamination, angular deviation, and mechanical looseness can all reduce measurement confidence.
Finally, electronic resolution is rarely the only issue, but signal processing, fringe counting reliability, and compensation logic still matter. A high-resolution readout does not guarantee trustworthy long-range performance if the physical measurement chain is unstable.
How environmental conditions reduce usable range faster than many teams expect
Environmental control is often the deciding factor between acceptable and misleading results. In climate-controlled metrology rooms, laser interferometers can maintain strong performance over longer paths because thermal and atmospheric variability are tightly managed.
On production floors, however, the situation changes quickly. Airflow from HVAC systems, operator movement, machine heat, open doors, and daily temperature swings can all alter the refractive index enough to affect long-path measurements.
One common mistake is relying on a laboratory-style specification in a mixed-use industrial environment. Vendors may state excellent accuracy values, but those figures often assume stable conditions that are not present near active equipment.
Even localized thermal plumes matter. Warm motors, spindle housings, electronics cabinets, and lighting can create air gradients that distort the beam path. Because these gradients are not always visible, teams may misdiagnose the error as machine drift.
Humidity and pressure compensation can help, but compensation is only as good as sensor placement and update quality. If sensors do not represent the actual beam path environment, corrected data may still carry significant residual uncertainty.
For this reason, quality teams should treat environmental mapping as part of range validation. Safety teams should also document how seasonal and operating-state changes affect reliability, especially for long-axis verification and critical machine acceptance tests.
Installation and alignment errors that quietly shrink effective range
Many range problems originate not in the interferometer itself, but in installation quality. A technically capable system can underperform if the optical setup, machine reference geometry, or mounting stability are not properly controlled.
Cosine error is a classic example. If the laser beam is not exactly aligned with the axis of motion, measured displacement becomes smaller than true displacement. This error grows with misalignment and becomes more consequential over longer travel.
Abbe error is equally important. When the measurement line is offset from the functional point of interest, angular motion in the machine converts into linear measurement error. This is especially relevant for stages, CMM axes, and long-travel positioning systems.
Mounting stiffness also matters. If optics, reflectors, or brackets move under vibration or thermal load, the interferometer may report changes that reflect fixture behavior rather than actual machine displacement. This can distort both calibration and troubleshooting results.
Another overlooked issue is beam path obstruction or signal weakening near travel extremes. Cable carriers, guards, lubrication mist, and mechanical structures may interfere with signal quality only at certain positions, creating range-dependent inconsistency.
For practical validation, teams should test not only center-travel performance but also edge-of-travel behavior, reversal points, and different machine operating states. Effective range must be confirmed across the full use case, not inferred from a static setup.
How to evaluate whether a stated measurement range is credible for your application
Start by defining the decision the measurement must support. Are you calibrating positioning accuracy, verifying bidirectional repeatability, confirming thermal drift, or documenting compliance for a customer or regulator? The application determines the acceptable uncertainty budget.
Next, compare the required tolerance with the full measurement chain, not only the interferometer headline specification. Include environmental compensation, alignment uncertainty, machine dynamics, fixture stability, and operator method in the assessment.
Ask vendors for accuracy over distance under conditions similar to your own environment. A useful supplier should be able to explain how measurement uncertainty changes with path length, atmospheric stability, and mounting geometry.
Also request guidance on minimum environmental controls. If a system requires tight temperature stability or carefully distributed sensors to maintain stated performance, that requirement should be treated as part of the real cost of usable range.
For critical installations, perform a site acceptance test using representative travel distances and operating conditions. Validation should include repeat runs, different times of day, and machine thermal states to reveal drift or compensation weakness.
From a risk perspective, it is better to accept a shorter validated range with strong confidence than a longer nominal range that cannot support audit-ready or process-critical decisions. Reliability is more valuable than headline capability.
Best practices for extending usable range without compromising accuracy
One of the most effective strategies is improving environmental stability around the beam path. This may include thermal shielding, reduced drafts, better HVAC control, machine warm-up protocols, and physical isolation from strong heat sources.
Another key practice is optimizing beam alignment and regularly verifying it. Teams should document alignment procedures, use stable mounting structures, and include alignment checks in preventive maintenance rather than treating setup as a one-time event.
Use compensation sensors intelligently. Temperature, pressure, and humidity sensors should be positioned to represent actual beam conditions as closely as possible. In large systems, single-point sensing may not reflect path-wide environmental behavior.
Reduce geometric error at the source by minimizing Abbe offsets and controlling angular motion of the axis being measured. Mechanical design, stage stiffness, and error mapping all play a role in preserving accuracy across longer travel.
For dynamic applications, consider whether measurement should occur during motion, during settling, or in staged intervals. Some long-range errors appear mainly under speed or acceleration, so test methods should match real operating profiles.
Finally, maintain traceable calibration and uncertainty documentation. For quality and safety teams, confidence comes not only from good measurements but from being able to explain why those measurements remain valid over the intended range.
Common procurement and audit mistakes related to laser interferometer measurement range
A frequent procurement mistake is selecting a system based on maximum range alone. This can lead to underestimating the environmental infrastructure, alignment effort, and training required to achieve the advertised performance in practice.
Another mistake is overlooking the distinction between resolution and accuracy. A system may display extremely fine increments while still accumulating substantial long-range error from atmospheric drift or geometric misalignment.
Some teams also fail to define acceptance criteria before purchase or installation. Without a clear uncertainty budget and validation method, it becomes difficult to determine whether the interferometer actually supports the intended quality objective.
During audits, weak documentation is another recurring issue. If compensation methods, sensor locations, environmental conditions, or alignment procedures are not recorded, the credibility of long-range measurement data can be challenged.
There is also a safety angle. If machine verification depends on long-path displacement data, then undocumented limitations in effective range may undermine confidence in machine condition assessments and change-control decisions.
Strong governance means connecting metrology capability to documented process risk. The best-performing organizations treat laser interferometer measurement range as a controlled operational parameter, not a static catalog value.
Final assessment: what range limit should matter most?
The most important limit is the point where measurement uncertainty becomes too large for the decision you need to make. That threshold may occur well before the optical system reaches its physical maximum distance.
For quality control teams, this means evaluating range through the lens of traceability, tolerance confidence, and repeatability under real production conditions. For safety managers, it means understanding how range-related errors affect machine assurance and process stability.
If you remember one principle, let it be this: the true laser interferometer measurement range is application-specific. It depends on environment, geometry, motion behavior, compensation quality, and documentation discipline far more than marketing claims suggest.
In ultra-precision settings, the best choice is rarely the longest-range instrument on paper. It is the system whose validated effective range matches your process demands, supports compliant decision-making, and remains reliable in the environment where it must actually work.
Recent Articles
 2026.06.26Singapore expands optical coatings trade zone for ASEANSingapore expands optical coatings trade zone for ASEAN, offering zero-duty raw materials and 0% export duty. See how compliance, GMP, ISO 10110-7 and metrology audits can reshape sourcing and exports.
2026.06.26Singapore expands optical coatings trade zone for ASEANSingapore expands optical coatings trade zone for ASEAN, offering zero-duty raw materials and 0% export duty. See how compliance, GMP, ISO 10110-7 and metrology audits can reshape sourcing and exports. 2026.06.26SEMATECH Protocol Tightens Precursor LogisticsSEMATECH protocol update tightens etching precursor logistics for TMA, DCS, and WF6 across US-EU-ASEAN routes. Learn the compliance risks, shipping impacts, and planning moves companies should act on now.
2026.06.26SEMATECH Protocol Tightens Precursor LogisticsSEMATECH protocol update tightens etching precursor logistics for TMA, DCS, and WF6 across US-EU-ASEAN routes. Learn the compliance risks, shipping impacts, and planning moves companies should act on now. 2026.06.26Japan Tightens Controls on Nano-Positioning Stage ImportsJapan tightens controls on nano-positioning stage imports, adding pre-clearance compliance checks and 7–10 extra business days. Learn what METI’s new rule means for buyers, importers, and delivery planning.
2026.06.26Japan Tightens Controls on Nano-Positioning Stage ImportsJapan tightens controls on nano-positioning stage imports, adding pre-clearance compliance checks and 7–10 extra business days. Learn what METI’s new rule means for buyers, importers, and delivery planning. 2026.06.26EU Tightens Purity Rules for Electronic GasesEU Tightens Purity Rules for Electronic Gases: learn how new EU REACH purity certification and impurity traceability rules may delay shipments, impact procurement, and reshape compliance before October 2026.
2026.06.26EU Tightens Purity Rules for Electronic GasesEU Tightens Purity Rules for Electronic Gases: learn how new EU REACH purity certification and impurity traceability rules may delay shipments, impact procurement, and reshape compliance before October 2026. 2026.06.26Orthopedic Implants: Key Material and Safety StandardsOrthopedic implants demand proven materials, strict ISO safety standards, and full traceability. Discover how smarter quality control reduces risk and improves long-term performance.
2026.06.26Orthopedic Implants: Key Material and Safety StandardsOrthopedic implants demand proven materials, strict ISO safety standards, and full traceability. Discover how smarter quality control reduces risk and improves long-term performance. 2026.06.26Diaper Bags Backpack: What Features Matter Most?diaperbagsbackpack buying guide: discover the features that matter most, from smart storage and insulated pockets to comfort, durability, and easy cleaning for stress-free outings.
2026.06.26Diaper Bags Backpack: What Features Matter Most?diaperbagsbackpack buying guide: discover the features that matter most, from smart storage and insulated pockets to comfort, durability, and easy cleaning for stress-free outings. 2026.06.26Digital Calipers Accuracy: Common Errors and Fixesdigitalcalipers accuracy explained: discover common reading errors, simple fixes, and when to recalibrate or switch tools for more reliable measurements.
2026.06.26Digital Calipers Accuracy: Common Errors and Fixesdigitalcalipers accuracy explained: discover common reading errors, simple fixes, and when to recalibrate or switch tools for more reliable measurements. 2026.06.26How to Choose Ergonomic Chairs for Long Daily UseErgonomic chairs for long daily use should fit your body, desk, and routine. Learn how to compare lumbar support, seat depth, recline, and materials before you buy.
2026.06.26How to Choose Ergonomic Chairs for Long Daily UseErgonomic chairs for long daily use should fit your body, desk, and routine. Learn how to compare lumbar support, seat depth, recline, and materials before you buy. 2026.06.26Permeable Concrete Pavers: Cost, Drainage, and Lifespan ComparedPermeable concrete pavers compared: explore cost, drainage performance, and lifespan to see where they deliver better site value, compliance, and long-term durability.
2026.06.26Permeable Concrete Pavers: Cost, Drainage, and Lifespan ComparedPermeable concrete pavers compared: explore cost, drainage performance, and lifespan to see where they deliver better site value, compliance, and long-term durability. 2026.06.25Micro-Actuator Demand Jumps as Liquid Coffee Exports RiseMicro-Actuator demand jumps as liquid coffee exports rise, driving new interest in Piezo Valves and ISO 22000-ready filling modules across Southeast Asia and the Middle East.
2026.06.25Micro-Actuator Demand Jumps as Liquid Coffee Exports RiseMicro-Actuator demand jumps as liquid coffee exports rise, driving new interest in Piezo Valves and ISO 22000-ready filling modules across Southeast Asia and the Middle East. 2026.06.25Export Review Tightens for Probe Stations and PVD TargetsExport Review Tightens for Probe Stations and PVD Targets: learn how the June 25, 2026 update raises end-user review, impacts semiconductor exports, and changes documentation for emerging wafer fabs.
2026.06.25Export Review Tightens for Probe Stations and PVD TargetsExport Review Tightens for Probe Stations and PVD Targets: learn how the June 25, 2026 update raises end-user review, impacts semiconductor exports, and changes documentation for emerging wafer fabs. 2026.06.25Chengdu Show Highlights New Demand in Optical CoatingsOptical coatings demand is rising as the Chengdu show highlights AEC-Q200 certification, Tier-1 nominations, and new export rules shaping EU and Southeast Asia automotive markets.
2026.06.25Chengdu Show Highlights New Demand in Optical CoatingsOptical coatings demand is rising as the Chengdu show highlights AEC-Q200 certification, Tier-1 nominations, and new export rules shaping EU and Southeast Asia automotive markets. 2026.06.25Tarbagatay Launches Cross-Border ALD/CVD Service PactTarbagatay launches a cross-border ALD/CVD service pact linking calibration, remote diagnostics, and bonded spare-parts support—see what it means for exporters, buyers, and Eurasian industrial parks.
2026.06.25Tarbagatay Launches Cross-Border ALD/CVD Service PactTarbagatay launches a cross-border ALD/CVD service pact linking calibration, remote diagnostics, and bonded spare-parts support—see what it means for exporters, buyers, and Eurasian industrial parks. 2026.06.25CIQA/TC23 Launch Speeds Global Alignment in Testing StandardsCIQA/TC23 launch marks a key shift in testing standards alignment with ISO/SEMI. See how it may impact electronic specialty gases, ALD/CVD precursors, export compliance, and global customer qualification.
2026.06.25CIQA/TC23 Launch Speeds Global Alignment in Testing StandardsCIQA/TC23 launch marks a key shift in testing standards alignment with ISO/SEMI. See how it may impact electronic specialty gases, ALD/CVD precursors, export compliance, and global customer qualification. 2026.06.25Scaffolding Plank Walk Boards: Load Limits, Slip Risk, and Safety ChecksScaffolding plank walk boards: learn load limits, slip risks, and key safety checks to reduce downtime, improve compliance, and choose safer access platforms with confidence.
2026.06.25Scaffolding Plank Walk Boards: Load Limits, Slip Risk, and Safety ChecksScaffolding plank walk boards: learn load limits, slip risks, and key safety checks to reduce downtime, improve compliance, and choose safer access platforms with confidence. 2026.06.25Shipping Documents Needed for International Orders Without DelaysShipping documents are the key to faster international orders. Learn which documents matter most, what causes customs delays, and how to ship high-value goods smoothly.
2026.06.25Shipping Documents Needed for International Orders Without DelaysShipping documents are the key to faster international orders. Learn which documents matter most, what causes customs delays, and how to ship high-value goods smoothly. 2026.06.25Interior Design Exporter Checklist for Samples, Lead Times, and ComplianceInterior design exporter checklist for buyers: verify samples, realistic lead times, and compliance before larger orders to reduce risk, avoid delays, and choose a reliable partner.
2026.06.25Interior Design Exporter Checklist for Samples, Lead Times, and ComplianceInterior design exporter checklist for buyers: verify samples, realistic lead times, and compliance before larger orders to reduce risk, avoid delays, and choose a reliable partner. 2026.06.25Radiators Cost Breakdown: What Changes Price in 2026Radiators cost in 2026 depends on material, labor, sizing, and compliance. Discover what really changes price, hidden budget risks, and how to compare quotes smarter.
2026.06.25Radiators Cost Breakdown: What Changes Price in 2026Radiators cost in 2026 depends on material, labor, sizing, and compliance. Discover what really changes price, hidden budget risks, and how to compare quotes smarter. 2026.06.25How to Choose Outdoor Sleeping Bags for Cold, Wet, or Summer Tripsoutdoorsleepingbags guide for cold, wet, or summer trips. Compare temperature ratings, down vs. synthetic fill, and key comfort features to choose the right bag with confidence.
2026.06.25How to Choose Outdoor Sleeping Bags for Cold, Wet, or Summer Tripsoutdoorsleepingbags guide for cold, wet, or summer trips. Compare temperature ratings, down vs. synthetic fill, and key comfort features to choose the right bag with confidence. 2026.06.24VIMF Signals New EV Sourcing RulesVIMF Signals New EV Sourcing Rules as Vietnam’s EV expansion raises demand for nano-positioning stages, SEMI E173 support, TCVN 11293 compliance, and direct China supply.
2026.06.24VIMF Signals New EV Sourcing RulesVIMF Signals New EV Sourcing Rules as Vietnam’s EV expansion raises demand for nano-positioning stages, SEMI E173 support, TCVN 11293 compliance, and direct China supply. 2026.06.24US Restricts AI Model Exports, Affecting Cloud Calibration ServicesUS restricts AI model exports, reshaping cloud calibration services and AI compliance. Learn how BIS rules affect Purity Watch, Probe Stations, and localized deployment strategies.
2026.06.24US Restricts AI Model Exports, Affecting Cloud Calibration ServicesUS restricts AI model exports, reshaping cloud calibration services and AI compliance. Learn how BIS rules affect Purity Watch, Probe Stations, and localized deployment strategies. 2026.06.24Shanghai Opens Fast Track for Precision EquipmentShanghai opens a fast track for precision equipment exports, cutting customs clearance from 72 to 43 hours for qualifying CMM, X-ray metrology, and laser systems. See what it means for delivery, compliance, and buyers.
2026.06.24Shanghai Opens Fast Track for Precision EquipmentShanghai opens a fast track for precision equipment exports, cutting customs clearance from 72 to 43 hours for qualifying CMM, X-ray metrology, and laser systems. See what it means for delivery, compliance, and buyers. 2026.06.24EU Carbon Labels Hit Battery-Linked ExportsEU carbon labels now affect battery-linked exports to Europe. Learn how Regulation (EU) 2023/1542 may impact CE documentation, customs clearance, and delivery planning for industrial battery systems.
2026.06.24EU Carbon Labels Hit Battery-Linked ExportsEU carbon labels now affect battery-linked exports to Europe. Learn how Regulation (EU) 2023/1542 may impact CE documentation, customs clearance, and delivery planning for industrial battery systems. 2026.06.24100-10000 Layers A Type Manual Battery Cage: Key Checks Before You Order100 - 10000 Layers A Type Manual Battery Cage: learn the key checks before ordering, from true capacity and load limits to airflow, durability, and supplier reliability.
2026.06.24100-10000 Layers A Type Manual Battery Cage: Key Checks Before You Order100 - 10000 Layers A Type Manual Battery Cage: learn the key checks before ordering, from true capacity and load limits to airflow, durability, and supplier reliability. 2026.06.24Digital Transformation Roadmap: How to Reduce Rollout Risk in Multi-Site OperationsDigital transformation made safer for multi-site operations. Learn how to cut rollout risk with process alignment, clean data, pilot learning, and scalable control.
2026.06.24Digital Transformation Roadmap: How to Reduce Rollout Risk in Multi-Site OperationsDigital transformation made safer for multi-site operations. Learn how to cut rollout risk with process alignment, clean data, pilot learning, and scalable control. 2026.06.24EdTech Digital Transformation: 5 Signals That Show a Platform Is Ready to ScaleEdTech digital transformation: discover 5 signals that show a platform is ready to scale, with stronger governance, integrations, data quality, and business impact.
2026.06.24EdTech Digital Transformation: 5 Signals That Show a Platform Is Ready to ScaleEdTech digital transformation: discover 5 signals that show a platform is ready to scale, with stronger governance, integrations, data quality, and business impact. 2026.06.24Nano Materials in Optical Coatings: What Improves Durability and UniformityNano materials improve optical coating durability and uniformity by reducing stress, defects, and variation. Discover the architectures and evaluation factors that drive reliable high-performance results.
2026.06.24Nano Materials in Optical Coatings: What Improves Durability and UniformityNano materials improve optical coating durability and uniformity by reducing stress, defects, and variation. Discover the architectures and evaluation factors that drive reliable high-performance results. 2026.06.24How to Compare High Efficiency Alternators by Load, Heat, and Lifecycle CostHigh efficiency alternators compared by real load performance, heat control, and lifecycle cost. Learn how to choose reliable, lower-risk units with better long-term value.
2026.06.24How to Compare High Efficiency Alternators by Load, Heat, and Lifecycle CostHigh efficiency alternators compared by real load performance, heat control, and lifecycle cost. Learn how to choose reliable, lower-risk units with better long-term value. 2026.06.23MIIT AI-ICT Guidance Opens Upgrade Window for ALD/CVD SkidsALD/CVD Skids enter a key upgrade window as MIIT AI-ICT guidance highlights adaptive control and predictive maintenance. See how new standards may reshape compliance, delivery, and global qualification.
2026.06.23MIIT AI-ICT Guidance Opens Upgrade Window for ALD/CVD SkidsALD/CVD Skids enter a key upgrade window as MIIT AI-ICT guidance highlights adaptive control and predictive maintenance. See how new standards may reshape compliance, delivery, and global qualification. 2026.06.23VIMF Signals Rising Local Demand for Nano-Positioning StagesNano-Positioning Stages demand is rising at VIMF as Vietnam EV makers seek faster supply, localized HMI, compliance-ready documents, and responsive local support. See what suppliers must prepare now.
2026.06.23VIMF Signals Rising Local Demand for Nano-Positioning StagesNano-Positioning Stages demand is rising at VIMF as Vietnam EV makers seek faster supply, localized HMI, compliance-ready documents, and responsive local support. See what suppliers must prepare now. 2026.06.23US Export Curbs Hit AI Models Used in Cloud CalibrationUS export curbs on AI models now threaten cloud calibration for Purity Watch and Probe Stations. Learn the risks, compliance impact, and local alternatives for overseas users.
2026.06.23US Export Curbs Hit AI Models Used in Cloud CalibrationUS export curbs on AI models now threaten cloud calibration for Purity Watch and Probe Stations. Learn the risks, compliance impact, and local alternatives for overseas users. 2026.06.23Shanghai Port Fast-Tracks Precision Inspection EquipmentShanghai Port Fast-Tracks Precision Inspection Equipment: learn how the new Yangshan green channel cuts clearance to 1.8 days for CMM, X-ray metrology, and laser interferometry exports.
2026.06.23Shanghai Port Fast-Tracks Precision Inspection EquipmentShanghai Port Fast-Tracks Precision Inspection Equipment: learn how the new Yangshan green channel cuts clearance to 1.8 days for CMM, X-ray metrology, and laser interferometry exports. 2026.06.23EU Carbon Labels Become Mandatory on August 18EU Carbon Labels Become Mandatory on August 18: learn how Regulation (EU) 2023/1542 affects rechargeable industrial batteries, EU exports, customs clearance, and compliance readiness.
2026.06.23EU Carbon Labels Become Mandatory on August 18EU Carbon Labels Become Mandatory on August 18: learn how Regulation (EU) 2023/1542 affects rechargeable industrial batteries, EU exports, customs clearance, and compliance readiness. 2026.06.23Vibration Isolation Table Wholesale: How to Compare Stability and PriceVibration isolation table wholesale starts with price, but real value lies in stability, damping, load capacity, and service life. Learn how to compare suppliers and cut long-term risk.
2026.06.23Vibration Isolation Table Wholesale: How to Compare Stability and PriceVibration isolation table wholesale starts with price, but real value lies in stability, damping, load capacity, and service life. Learn how to compare suppliers and cut long-term risk.

































